Михаил Нижник, генеральный директор, ООО «ПРОТОН»
Виталий Рожков, заместитель генерального директора по маркетингу, ООО «Протон»
Журнал «Производство электроники», 2009 №4, 5, 6
В предыдущих статьях мы рассказали о том, что такое термоусаживаемые трубки, для чего они предназначены и из чего изготавливаются. Не менее интересным, на наш взгляд, будет рассказ о технологии производства этих изделий, что позволит более точно судить об их потребительских свойствах.
Технология производства термоусаживаемых трубок

Рис.1 Экструзионный цех
Производство термоусаживаемых трубок можно условно разделить на три этапа: экструзия, сшивка и раз-дувка. Однако кроме трех основных технологических процессов, полный цикл производства трубок содержит и еще несколько вспомогательных - подготовка полимерного сырья, резка трубок, нанесение клеевого слоя, упаковка и т.д.
Несмотря на кажущуюся простоту технологии, получить на выходе готовый продукт высокого качества - задача не простая, требующая от каждого производителя не только использования собственных "Ноу-хау", но также проявления изобретательности и смекалки со стороны технологов и инженеров. Авторам этой статьи приходилось быть свидетелями того, как некоторые производители термоуса-живаемой продукции совершенно по-разному (и при этом успешно) решали совершенно одинаковые технические задачи. Отметим, что нет двух предприятий, изготавливающих полностью идентичные продукты. При этом они могут использовать одинаковую технологию и производить продукцию на одном и том же оборудовании. Рассмотрим три основных этапа производства термоусаживаемых изделий.
1. Экструзия
Слово Экструзия произошло от позднелатинского extrusio - выталкивание, и обозначает технологический процесс получения изделий определенной формы путем продавлива-ния расплава или смеси какого-либо материала через формующее отверстие - фильеру. Экструзия применяется не только при производстве тер-моусаживаемых трубок и полимерных изделий, но также в других областях промышленности, например, в пищевом производстве при изготовлении изделий из крахмалсодержащих и бе-локсодержащих смесей (макаронная продукция). Экструзия представляет собой непрерывный технологический процесс, требующий бесперебойной подачи сырья к экструзионной головке (фильере), с целью получения на выходе изделия с поперечным сечением нужной формы (в нашем случае - круглым) и диаметра. В промышленности переработкой полимеров методом экструзии изготавливают различные погонажные изделия, такие как трубы, листы, пленки, оболочки кабелей, элементы оптических систем светильников - рассеиватели и т.д. Основным технологическим оборудованием для переработки полимеров в изделия методом экструзии являются экструдеры, которые могут иметь разное строение (см. рис. 1).
Перед тем, как попасть в загрузочный бункер экструдера и превратиться в трубку, полимерная смесь должна быть подготовлена надлежащим образом. В зависимости от марки производимой трубки необходимо тщательно смешать все ингредиенты, входящие в рецептуру материала. Кроме полимера основы (полиолефины) это могут быть антипирены (подавители горения), красители, пластификаторы, специальные добавки. Готовая смесь загружается в экструдер, где нагревается до температуры плавления. Расплав подается под давлением на фильеру, из которой выдавливается в виде трубки определенного диаметра. Этот процесс чем-то напоминает выдавливание крема через насадку кондитерского шприца.
Готовая трубка сразу попадает в ванну с водой для охлаждения и фиксации своей новой формы. После охлаждения трубка проходит через узел очистки и наматывается на катушку. В процессе экструзии очень важно контролировать качество продукта на выходе, следить за равномерностью толщины стенки и соблюдением нужного диаметра трубки. Производительность экструдера во многом зависит от типа изготавливаемых трубок: тонкостенные трубки можно изготавливать быстрее, толстостенные производятся медленно, в том числе из-за большего времени, требуемого на охлаждение материала после экструзии.
Особенность производства тер-моусаживаемой трубки с помощью процесса экструзии заключается в его непрерывности. В случае отключения экструдера происходит остывание расплава полимера, уже находящегося внутри, что приводит к необходимости полной его очистки. Этот процесс может занять длительное время и даже привести к повреждению оборудования. Поэтому на предприятиях часто практикуют непрерывное производство, а в случае отсутствия спроса на производимую продукцию трубку измельчают и материал вновь поступает в бункер экструдера по замкнутому циклу. Такая технология позволяет всегда держать экструдер в состоянии готовности для начала оперативного производства трубок нужного диаметра. Иногда процесс экструзии трубки называют "вытягиванием", хотя это и не совсем верно, ведь материал подается под давлением изнутри наружу, но при наблюдении за работой экстру-дера создается впечатление, что наматываемая на катушку готовая трубка вытягивается из экструдера как нить из пряжи.
2. Модификация (сшивка)
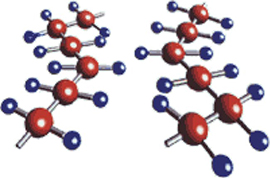
Рис.2 Цепочки молекул полиэтилена
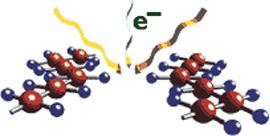
Рис.3 Отрыв атомов водорода от полимера

Рис.4 Объединение цепочек молекул углерода и водорода в сеть
Полученная после этапа экструзии трубка - это только заготовка, а не готовый продукт, хотя и ее вполне можно применять в качестве изолирующего кембрика. Но для того, чтобы трубка стала термоусаживаемой, необходимо осуществить ее модификацию (сшивку).
Приведем немного теории. Модификацией или сшивкой называют процесс изменения структуры полимерного материала посредством физического или химического воздействия на него извне для улучшения параметров и придания ему дополнительных ценных свойств.
В основе процесса сшивки лежит принцип перестроения внутренних связей между молекулами вещества без изменения его химического состава. Термопластические материалы (например, полиэтилен) образованы из длинных, хаотически соединенных цепочек молекул углерода и водорода …-CH2-CH2-CH2-… (см. рис. 2).
Придание дополнительного энергетического импульса атомам водорода (с помощью химических реакций или физических воздействий) позволяет отделить их от полимера (см. рис. 3).
Благодаря этому две соседние цепочки полимера соединяются между собой в местах, в которых атомы водорода отделились и нарушили равновесие атомов углерода, оставив свободными углеродные связи, образовав, тем самым, сильные центры притяжения, которые образуют крепкое соединение "углерод-углерод", увязывая различные цепочки в "сеть" (см. рис. 4).
Если после этого нагреть сшитый полиэтилен до температуры плавления его "кристаллов", то получится мягкий каучукообразный эластичный материал, а не тягуче-жидкая масса, в которую превратился бы полиэтилен несшитый.
То есть, полимеры в результате сшивки приобретают новое свойство, называемое "памятью формы", которое и используется в производстве термоусаживаемых изделий.
Существуют различные методы сшивки полимеров, из которых на практике наибольшее применение нашли три метода: пероксидная сшивка, силановая сшивка и радиационная сшивка. Первые два способа сшивки являются химическими, а радиационная сшивка - физическим. Химическая сшивка считается более эффективной, так как при ее использовании сшивается до 90% всего обработанного объема полимера, но при этом она более дорогая и более опасная для персонала и окружающей среды из-за ядовитости и высокой активности применяемых химических соединений. При радиационной сшивке достигается меньший эффект - сшивается около 78% материала, но при этом, несмотря на то, что радиационная сшивка требует применения дорогих энергетических установок, она существенно дешевле, чем химическая и гораздо технологичнее, а следовательно - более производительная. Кроме того материал, получаемый методом радиационной сшивки, более пластичный и гибкий, чем химически сшитый.

Рис.5 Цех радиационной
сшивки полимеров
В производстве термоусаживаемых трубок чаще всего применяется именно радиационный метод сшивки полимеров, для чего используются специальные электронные ускорители (см. рис. 5). Электронный ускоритель - это большой, сложный, высокотехнологичный и дорогостоящий комплекс оборудования, требующий соблюдения должных мер безопасности и найма высококвалифицированного персонала. Не каждая производящая термоусаживаемые трубки компания способна позволить себе такие вложения. Некоторые маленькие компании специально заключают контракты на облучение сырья с крупными производителями - хозяевами электронных ускорителей. Например, компания WOER имеет в своей собственности сразу четыре электронных ускорителя, произведенных в Новосибирске.
Большинство производителей термоусаживаемых материалов используют для модифицирования гамма-излучение. Сравнение характеристик радиационного модифицирования быстрыми электронами и гамма-излучением показывает, что с увеличением плотности материала количество поглощаемой им энергии пучка электронов быстро уменьшается. Для гамма-излучения этот спад значительно более пологий. Способ модифицирования оказывает сильное влияние на свойства термоусаживае-мых материалов. Материалы, обработанные гамма-излучением, отличаются более высоким коэффициентом усадки, более низкой температурой усадки и более высокой эластичностью по сравнению с облучением быстрыми электронами.
Сам процесс сшивки может выглядеть как помещение прошедшей этап экструзии и намотанной на катушку трубки в облучающую камеру или пропускание (проматывание) трубки через сфокусированный электронный луч в рабочей камере электронного ускорителя. Во втором случае процесс сшивки на ускорителе можно сделать практически непрерывным, не только существенно повысив производительность, но и влияя на глубину сшивки путем изменения скорости прохождения трубки через ускоритель.
3. РАЗДУВКА
Расширение или раздувка (по английски expanding) - этап, завершающий процесс превращения сшитых полимерных заготовок в полноценную термоусаживаемую трубку. Так как сырье, прошедшее радиационную модификацию, уже приобрело "память" первоначальной формы, теперь можно поперечно растянуть трубку до необходимого увеличенного диаметра (как правило от двух до трех раз). При нагреве поперечно расширенной трубки она "вспомнит" свое первоначальное состояние (до расширения) и усядется до первоначального размера.
Принцип памяти формы заключается в том, что сшитая трубка имеет более упорядоченную трехмерную структуру, наподобие кристаллической решетки. Растягивая трубку, разогретую до температуры близкой к температуре плавления, мы увеличиваем расстояние между молекулами, деформируем и растягиваем как резинку межмолекулярные связи, но не рвем их. После остывания трубка как бы кристаллизуется, держит новую форму, но при любом удобном случае, при нагреве или продольной деформации стремится вернуться в первоначальное, сжатое состояние.
Для поперечного растягивания трубки используют специальные станки - экспандеры. Принцип их действия и конструкция могут быть разными, но все они основаны на механическом принципе растягивания. Наиболее часто применяются экспандеры, использующие разность давлений сжатого воздуха для растягивания трубки изнутри (раздувании) или растягивания вакуумом. Из-за этой особенности процесс растягивания часто называют раздувкой. При таком методе трубка предварительно нагревается, подается в специальную камеру, раздувается в ней наподобие воздушного шарика, принимая заданную камерой форму и интенсивно охлаждается в новом размере.
Авторы сталкивались с тем, что компании-производители неохотно посвящают посторонних в особенности экспандинга трубок, так как применяют собственные ноу-хау. В таких случаях получить подробное представление об устройстве оборудования для растяжки и принципах его работы не представляется возможным.
Для тонкостенных гибких термоу-саживаемых трубок процесс раздувки автоматизирован и позволяет добиться высокой производительности. Облученная заготовка сматывается с бобины, пропускается через экспандер и, уже раздутая, готовая термоусадка вновь наматывается на бобину.
До сих пор на некоторых производствах в Китае встречается метод ручной механической раздувки, который применяется, в основном, по отношению к толстостенным термо-усаживаемым трубкам. Трубка помещается в специальную круглую форму (металлическую трубу) определенного размера. Внутрь трубки протягивается рукав из прочного полимерного или тканого материала, на одном конце которого находится шланг с клапаном. По этому шлангу в рукав подается сжатый под большим давлением воздух, рукав под давлением раздувается и равномерно растягивает трубку в ширину по всему объему металлической формы. В результате получается идеально ровная, толстостенная термоусадочная трубка. Производительность данного метода невысока. Тем не менее, за рабочую смену можно изготовить достаточно большое количество продукции.
Способ расширения трубок, применяемый производителем, может влиять на такой параметр, как продольная усадка трубки. При некоторых способах раздувки продольная усадка трубки может составлять до 10%, тогда как в других случаях не превышать 1-2%.
После успешного завершения 3-го этапа мы получаем готовый продукт - термоусаживаемую трубку (ТУТ), которую уже можно применять по назначению. Но перед поставкой продукции конечному потребителю бывает необходимо провести ряд дополнительных операций, таких как резка по установленному размеру, нанесение клеевого слоя, нанесение маркировки, упаковка. Коротко расскажем о каждой.
Маркировка
При необходимости на тонкостенные трубки с помощью специального клише, выполненного в виде металлического ролика, можно нанести маркировку. Часть этого ролика находится в погруженном состоянии в емкости с красящим пигментом. Ролик прижимается к трубке и приводится в движение за счет протягивания трубки через станок. При каждом обороте колеса на трубке через равные промежутки отпечатывается четкий оттиск. Наносимая информация зависит от клише и, как правило, содержит название трубки, техническую маркировку, основные технические характеристики, торговые знаки.
Нанесение клеевого слоя
Если целью производства была клеевая трубка, то после ее раздувки необходимо нанести на внутреннюю поверхность стенок термоплавкий клей. Эта операция выполняется по-разному. В некоторых компаниях клей наносят вручную - кисточкой или специальным поршнем (для трубок большого диаметра). У некоторых компаний с современной производственной базой, например компании WOER, нанесение клея происходит еще на первом этапе, при экструзии трубки. Специальный экструдер имеет головку с двойной подачей сырья, при этом трубка и клеевой слой вы тягиваются одновременно. Клей разогревается до жидкого состояния и наносится в автоматическом режиме тонким слоем на внутреннюю поверхность трубки во время ее протягивания через станок. Клей равномерно распределяется по стенкам и застывает, после чего трубка становится жесткой. Такую трубку трудно (а большие диаметры невозможно) свернуть в бухты без изломов, поэтому клеевая трубка, за исключением очень маленьких диаметров, всегда поставляется в нарезке.
Резка и упаковка
Обычно термоусаживаемую трубку поставляют в двух видах - в бухтах по 25…200 метров или мерными отрезками.
Чаще всего трубку нарезают отрезками по 1 метру и упаковывают в полиэтиленовые пакеты. Для клеевых термоусаживаемых трубок стандартно используется длина отрезка 1,22 метра (4 фута). Максимальная длина отрезка клеевой трубки может составлять 1,5…2,0 метра, однако длина трубки более 1,22 метра может создать серьезные неудобства при транспортировке. Термоусаживаемую трубку режут на специальных машинах для резки, работающих по принципу гильотин с автоматической подачей. По данным компании WOER, нарезка тонкостенной трубки может быть осуществлена с точностью от ±1 до ±5 мм. Таким образом, теоретически существует возможность изготовить отрезки трубки любой разумной длины, что бывает необходимо крупным оптовым покупателям, так как нарезка на необходимую клиенту длину существенно экономит потребителю средства, позволяя использовать трубку без отходов.
Cвойства клеевого слоя термоусаживаемых трубок
Рассказывая о производстве термоусаживаемых трубок, необходимо упомянуть о составе и свойствах клеевого герметизирующего слоя. Клеевой слой большинства клеевых термоусаживаемых трубок изготавливают на основе полимера - этиленвинилацетата (EVA), относящегося к полиолефиновой группе. В России этот материал часто называют сэвиленом. Существует много модификаций и рецептур приготовления клея на основе этиленвинилацетата, но все они имеют общее важное свойство: плавиться при температуре в диапазоне от +80 до +95°С. В жидко-вязком состоянии EVA обладает хорошей адгезией (прилипаемостью) к металлам, дереву и другим материалам. После остывания клей твердеет, отлично схватываясь с поверхностью. Клеевой слой, нанесенный на внутреннюю стенку термоусаживаемого изделия, может иметь различную толщину в зависимости от целей применения трубки. На толщину клеевого слоя и его фактуру могут влиять: технология нанесения клея (сплошное покрытие, спиралевидное нанесение, нанесение продольными полосами), состав клея и т.д. Но в первую очередь толщина зависит от марки трубки. Существуют изделия, где клеевой слой служит только для улучшения адгезии трубок к поверхности, поэтому клеевой слой там очень тонкий. Другие трубки, наоборот, имеют достаточно толстый слой термоклея для того, чтобы при усадке трубки произошла тщательная герметизация всех пустот и неровностей поверхности, при этом излишки клея могут вытечь наружу с двух сторон усаженной трубки. Почти все клеевые трубки имеют коэффициент усадки не менее трех к одному. Так же, как и при усадке трубки, при сжатии клеевого слоя уменьшается занимаемый им внутри трубки объем, при этом количество клея не изменяется. Следовательно, клей стремится равномерно распределиться по всем объему, находя любое свободное пространство. При отсутствии такового клей вытекает, выдавливается с обоих концов усаженной трубки. Клей, как и обычный полиолефин, неплохо горит. При выборе термоусаживаемых трубок с подавлением горения необходимо иметь в виду, что из-за термоплавкого клея самозатухание может происходить медленнее и даже не происходить вовсе. Поэтому эффект горения термоклея еще не является основанием для вывода, что материал-основа термоусаживаемой трубки горения не подавляет. Чтобы тестировать материал-основу на горючесть, необходимо удалить клеевой слой.